Из чего сделан ламинат и обзор технологий производства. Бизнес на производстве ламината: как открыть, преуспеть, и получать прибыль в этом направлении? Производственной линии на которой осуществляется изготовление ламината
Создание ламината датируется концом 70-х годов прошлого столетия. Первый материал для напольных покрытий, отдаленно напоминавший современный ламинат был создан компанией «Персторп» из Швеции. Эта фирма занималась разработкой различных материалов для строительных работ и была довольно популярна по всей Европе. Новый материал получил название laminated plastic, что в переводе означает слоистый пластик. Первая разработка состояла всего из двух частей. Сверху материал обрабатывался меламиновой смолой, которая помогала воссоздать декоративный слой, а снизу в производстве принимали участие фенольные смолы. Слои соединялись сразу несколькими способами. Пропитывания термоактивным клеем было маловато, и создатели стали использовать прессование под воздействием высоких температур. Ламинат такой, как мы привыкли его видеть, появился только через десятилетие. Автором глобальной доработки материала стала немецкая компания «Хорнитекс». Эта фирма применила совершенно новый технологический подход и оборудование для производства ламината нового образца и сумела создать ламинированное покрытие с уникальными свойствами. Слоев теперь было четыре, вместо двух. В состав вводилась фольга, пропитанная в фенольной и меламиновой смолах.
С технической точки зрения, ламинат – это всего лишь верхнее покрытие напольной ламинированной панели, но мы будем использовать общепринятое слово ламинат для обозначения ламинированной напольной панели в целом.
Производство ламината – это сложный многоэтапный процесс, ведь ламинат – это многослойное изделие, каждый слой которого изготовлен из различных материалов и выполняет свою функцию. Ламинат состоит из четырех основных слоев, благодаря которым ламинат обладает износостойкостью и прочностью. В свою очередь, для придания ламинату большей прочности, или других характеристик, различные производители ламината для изготовления используют большее количество слоев. Но принципиально, остальные слои лишь дополняют имеющиеся четыре слоя.
Устройство ламината
- Верхний слой или оверлей (от англ. overlay – верхний слой) - предназначен для защиты от внешних воздействий: механических повреждений, истирания, загрязнений, влаги, химикатов и солнечных лучей. Представляет собой специальную прозрачную, высокопрочную плёнку из смолы, то самое "ламинирование", давшее название всему изделию. От качества оверлея зависит качество ламината. Оверлей также может содержать прозрачные частицы корунда, которые придают верхнему покрытию дополнительную прочность.
- Декоративный слой – это специальная бумага или мебельная фольга, имитирующая структуру и цвет различных пород деревьев, керамической плитки или иных материалов. Качество этого слоя таково, что порой трудно отличить ламинат от изделий из натурального дерева. В некоторых, более дорогих марках ламината, два первых слоя заменяют дизайнерским винилом. Общая толщина всех верхних слоев, может составлять от 0,2мм до 0,9мм.
- Средний слой является основой ламината. Основа сделана из HDF (High Density Fibre board) – древесноволокнистая плита высокой плотности, что делает ламинат чрезвычайно крепким. Средний слой может быть также выполнен из пластмассы, для создания водостойкого ламината. Плотность и материал основы значительно влияют на качество ламината, так как от их технических характеристик зависит: прочность, жесткость, влагостойкость и неизменность геометрических параметров ламината.
- Нижний слой, так называемый стабилизирующий слой, представляет собой пропитанную смолами или парафинированную бумагу, назначение которой - защита HDF плиты от деформации и защита ламината от влаги. Иногда бумагу заменяют слоем пластика. Толщина нижнего слоя колеблется от 0,1мм до 0,8мм.
Технология производства ламината
Изготовление ламината – это сложный процесс, состоящий из следующих этапов:
- изготовление древесноволокнистой плиты высокой плотности;
- импрегнация верхних слоев;
- облицовывание плиты;
- распилка и фрезерование панелей;
- упаковка.
Изготовление древесноволокнистой плиты высокой плотности
Основой ламината служит плита HDF (High Density Fibre board) – это ДВП (древесноволокнистая плита) высокой плотности (от 880 кг/м3). Чем выше плотность производимой плиты, тем выше влагостойкость и механическая прочность ламината. Толщина HDF плиты используемой для изготовления ламината может составлять от 5,8 мм до 12,1 мм.
Сырьем для производства плиты HDF служит дерево, которое очищают от коры, после чего при помощи специальных станков рубят на щепу. Далее ее промывают, чтобы избавиться от посторонних включений (грязь, песок и т.д.). После промывки, щепа нагревается паром в специальных бункерах до температуры 165 - 175°С. Это делается для размягчения щепы. После нагрева, щепа становиться очень пластичной, что позволяет размельчить ее на волокна. К размельченной на волокна древесной массе добавляют различные добавки и связующие: смолы, антисептики, парафин и т.д. После этого волокнистую массу подвергают сушке в сушилке, на выходе из которой влажность массы не должна превышать 9%.
При помощи специальных агрегатов волокна равномерно распределяются по установленной высоте и ширине транспортера непрерывным ковром. После этого ковер подвергается предварительному прессованию, в процессе которого из ковра выдавливается воздух, а его толщина уменьшается до 7 раз. После предварительного прессования, ковер приобретает вид плиты. После чего, плита подвергается основному прессованию.
Двигаясь далее по конвейеру, после прессования, непрерывную ленту прессованного волокна обрезают по ширине и длине на необходимые размеры. После этого, плиты охлаждают в специальном охладителе в течение 20-25 минут. После чего плиты временно складируются штабелями.
Следующим этапом после прессования плиты является процесс шлифования и калибровки готовой плиты HDF. При помощи специальных станков плиты делаются идеально ровными и одинаковыми по толщине.
Для того чтобы сделать плиту будущего ламината влагостойкой, некоторые производители производят полную пропитку готовой HDF плиты влагоотталкивающими средствами.
Импрегнация верхних слоев
Импрегнация – это пропитывание материала специальными составами. Верхние слои ламината пропитываются смолами с различными добавками, при застывании, которые образуют прочный слой. От рецептуры составов для пропитки, зависит прочность и износостойкость верхнего слоя ламината, а следовательно и его класс. В некоторых случаях в пропитку добавляют частицы корунда, который повышает износостойкость ламината.
Процесс импрегнации верхних слоев ламината заключается в том, что посредством системы валов, бумага из рулонов или оверлей, проходя через заполненные смолами с различными добавками ванны, пропитывается раствором, после чего, попадает в сушильную камеру. Таким образом, верхние слои, пропитываются смолами, которые расплавляются при нагревании.
Многие производители ламината не занимаются импрегнацией верхних слоев, а покупают их уже готовыми.
Облицовывание плит
Для получения ламинированной плиты, необходимо произвести облицовку HDF плиты бумажно-смоляными пленками и оверлеем. Для этого существуют множество способов производства ламината: HPL (High Pressure Laminate) – ламинат высокого давления; CPL (Continuous Pressure Laminate) – ламинат конвейерного производства; DPL (Direct Pressure Laminate) – ламинат прямого прессования; CML (Continuous Multilayer Laminate) или RML (Reinforced Multilayer Laminate) – ламинат непрерывного многослойного прессования; PDL (Printed Decor Laminate) – технология печати рисунка; ELESGO (ELEktronen Strahl Gehaertete Oberflache) - метод затвердевания поверхности электронным лучом.
HPL и CPL технологии
Технология HPL - это самая первая технология производства ламината. Технология HPL представляет собой процесс каширования - склеивание двух материалов при помощи клея. Существует три способа каширования: холодное, теплое и горячее. Самая распространенная – технология горячего каширования, так как качество склейки при этом гораздо лучше.
При технологии HPL, процесс каширования начинается с очистки склеиваемых поверхностей от пыли. После чего на поверхность ровным слоем наносятся отвердитель и клей. Далее, две склеиваемые поверхности, при температуре около 200°С, спрессовываются вместе при высоком давлении (до 300 Мпа).
Технология HPL – это двухэтапный процесс, выполняемый кашированием. На первом этапе склеивается оверлей и декоративный слой. Могут применяться верхние слои как прошедшие процесс импрегнации, так и не прошедшие. Если слои прошли процесс импрегнации, то есть уже пропитаны клеем и подсушены, то клей не наноситься, а слои сразу подвергаются прессованию. В процессе прессования, при высокой температуре, клей расплавляется и склеивает поверхности. На втором этапе, для получения ламината, склеиваются сразу три материала: полученное комбинированное верхнее покрытие, основание и нижний слой.
Одна из разновидностей технологии HPL является технология CPL, при которой используются конвейерные прессы. При данной технологии, проходя через нагретые до 200°С вальцы-прессы, верхний слой прикатывается к плите. При использовании двух и более верхних слоев, а как правило это так, эти слои аналогично склеиваются между собой, и уже потом прикатываются к плите HDF.

DPL и CML технологии
Наиболее распространенная технология изготовления ламината – это технология DPL. При технологии DPL происходит одновременное спрессовывание, при высокой температуре, всех слоев ламината. При этой технологии производства ламината не используется клей, так как применяются слои прошедшие процесс импрегнации, то есть пропитанные не полностью отвержденной меламино-содержащей смолой, которая при горячем прессовании (до 200°С) плавиться, и склеивает поверхности. После отверждения, смола и оверлей превращаются в монолитный поверхностный слой ламината.
Некоторые производители ламината добавляют несколько слоев крафт-бумаги между декоративным слоем и основой. Это придает дополнительную прочность и твердость панели ламината. При этом качество ламината улучшается, но и увеличивается цена. Данная разновидность DPL технологии, с применением дополнительных слоем, называют СML или RML технология.
PDL технология
При PDL технологии, декоративный рисунок наноситься прямо на плиту HDF. Таким образом, отпадает необходимость использовать дополнительный декоративный слой бумаги. Все остальные этапы производства, выполняются по технологии DPL.
Технология ELESGO
Технология ELESGO (ELEktronen Strahl Gehaertete Oberflache) заключается в особом изготовлении верхнего слоя ламината. Верхний слой изготавливается методом затвердевания поверхности под воздействием электронного луча, а не при помощи прессов и высоких температур. Существенное отличие состоит в том, что вместо меламиновых смол, используют акрилатные смолы.
Верхний слой ламината, при технологии Elesgo состоит из трех слоев. Для изготовления верхнего слоя ламината, декоративный слой (бумага с рисунком) покрывают двумя слоями оверлея, пропитанными составом акрилатной смолы и минеральных частиц (корунд), которые придают поверхности прочность к истиранию и царапинам. После этого, этот трехслойный сэндвич подвергают облучению электронным лучом, под воздействием которого, слои затвердевают и образуют высокопрочную эластичную пленку.
На плиту HDF сверху и снизу наносят термоактивный клей, и при помощи пресса, при температуре 200°С, спрессовывают все три слоя ламината (верхний, основа, нижний).
Преимущества данного метода в том, что не используются растворители, а значит ламинат, более экологичен. К тому же акрилатная смола антистатичная и более прозрачна, что обеспечивает лучшую видимость декоративного слоя.
Практически, во всех технологиях производства, возможно изготовление как гладкой, так и структурной поверхности ламината. Структурность или гладкость поверхности, достигается при прессовании верхнего слоя. При прессовании, часть клея находящаяся поверх оверлея принимает структуру поверхности пластин пресса. Таким образом, меняя пластины пресса, можно получать панели с различной поверхностью. При изготовлении структурной поверхности ламината, важно, чтобы структура пластины пресса, соответствовала, рисунку на декоративной бумаге, и там где нарисован сучок, должен быть рельеф сучка.
Все больше производителей при производстве ламината применяют дополнительный звукопоглощающий слой с нижней стороны панели. Этот слой препятствует распространению звука по вашей квартире. Разные производители ламината, применяют разные материалы в качестве звукоизолирующего слоя. Очень часто, в качестве звукоизолирующего слоя, используется пробка.
Распилка и фрезерование панелей
Последним важным этапом производства является изготовление ламината необходимого размера. При помощи распиловочного оборудования для ламината, листы ламината нарезаются на необходимые размеры. У каждого производителя ламината свои размеры ламината. После нарезки на пластины, при помощи фрезеровочного оборудования, из кромок ламината вырезаются шип и паз, при помощи которых они скрепляются. Современные плиты HDF позволяют вырезать шип и паз определенного профиля, которые называют замками ламината. При помощи этих замков панели ламината плотно скрепляются между собой без применения клея. От качества замка ламината и прочности листа HDF зависит качество, прочность и плотность соединения панелей ламината. Некоторые производители изготавливают замки ламината с применением металлических или резиновых вставок.
В некоторых случаях, после фрезеровки, кромки ламината покрывают восковыми соединениями, чтобы защитить их от проникновения влаги.
После этого поверхность ламината очищается и упаковывается на специальном оборудовании.
Производство ламината все еще продолжает развиваться. Развитие идет по нескольким направлениям, таким как:
- усовершенствование производственного процесса;
- техническое усовершенствование панелей ламината (замки ламината, звукопоглощение, увеличение прочности, улучшение качества ламината, водостойкость ламината и т.д.);
- расширение дизайнерских изысков (расцветки, структурность поверхности, форма панели ламината и другие).
Уборка и уход за ламинатом
Какому бы классу не соответствовало выбранное покрытие, какими бы свойствами его не наделили производители, неправильная уборка и уход за ним может значительно сократить срок службы и свести на нет все положительные свойства. Основой изготовления ламинатного покрытия является дерево, которое на 90% является его составляющей. От длительного воздействия влаги данное покрытие может вздуваться, изменяя свою структуру. Для правильного ухода за ламинатом достаточно пользоваться некоторыми простыми правилами.
Для регулярной, плановой уборки ламинат достаточно проходить пылесосом. Загрязнения, которые пристали к полу, довольно просто отчищаются влажной, хорошо выкрученной тряпкой, с минимальным добавлением уксуса. Более стойкие загрязнения можно удалять с помощью специальных средств. После проведения очистки пол необходимо протереть влажной тряпкой. Для более долгого срока службы верхнего покрытия пола, старайтесь не пользоваться моющими средствами, которые содержат твердые частицы. При транспортировке мебели приподнимайте её над полом, перетаскивание может повредить покрытие. При возможности, старайтесь использовать материалы для защиты пола на ножках стульев и столов. Проводя уборку с применением воды, либо других растворов на её основе, помните, что влага не должна впитываться в пол.
Комфортабельная квартира – мечта практически каждого человека. Желание приходить в чистый, красивый и уютный дом, которое есть у всех нормальных людей, дает возможность отлично заработать на производстве материалов для строительства и ремонта.
В частности, таким бизнесом является производство ламината, который с каждым годом становится все более и более популярным на рынке напольных покрытий.
Основные сведения
Чтобы не только наладить производство, но и найти свой рынок сбыта, необходимо представлять себе все тонкости и базовые характеристики такого рода материала. Чтобы внести в этот вопрос ясность, поговорим о тех классах ламината, которые сегодня пользуются наибольшим спросом.
Сегодня на рынке распространены десятки видов этого отделочного материала, которые выпускаются сотнями предприятий. Стоимость их также сильно варьируется: есть варианты для бюджетного использования, а есть и такой ламинат, покупка которого доступна только очень обеспеченным людям. Так что заранее следует запланировать, что именно вы будете выпускать.
Затеяв производство ламината высокого класса в провинции, вы банально не сможете отыскать на него покупателей.
Какой ламинат используется в офисах
В офисе чаще всего укладывают материал с индексами от 31 до 34. Первый вариант наиболее дешев, но и его эксплуатационные характеристики оставляют желать лучшего. Даже если он используется в подсобных помещениях, куда в течение дня практически никто не заходит, пролежать он может два-три года максимум. Да и сама технология изготовления ламината этого класса предполагает множество допусков, которые довольно-таки негативно сказываются на качестве готовой продукции.
Разновидность под индексом 32, напротив, предназначена специально для достаточно жестких условий эксплуатации. Как и 33 класс, этот ламинат может быть уложен на срок в пять-шесть лет. Наконец, для солидных офисов выбирают материал 34 класса, так как он легко выдержит даже 12-15 лет эксплуатации.
Какой ламинат используется дома
К домашним разновидностям относится материал с индексами 21-23. Вообще-то, первая разновидность практически не встречается, так как укладывать такой ламинат можно разве что в кладовках, по которым никто не ходит. Если же говорить о 22 классе, то его можно стелить в жилых комнатах, но на высокую устойчивость к истиранию рассчитывать все равно не приходится.
На данный момент изредка можно встретить в продаже разве что отделочный материал 23 класса, но и его процент стремительно приближается к нулю. Таким образом, производство ламината лучше всего ориентировать именно на выпуск офисной продукции, которую используют и для устройства полов в домах и квартирах. Спрос в этом сегменте есть практически всегда. Разобравшись с некоторыми характеристиками нашей будущей продукции, кратко поговорим о методах ее производства, а также о тех сложностях, которые при этом неизбежно возникают.
Бренд
С учетом того факта, что на рынке напольных покрытий в настоящее время хватает маститых игроков, огромное значение приобретает разработка бренда. Ваша марка должна быть хорошо запоминающейся, выделяющейся среди огромного количества серых и неинтересных наименований.
После этого можно начинать отбор кандидатов на проведение рекламной компании. От ее качества будет зависеть успех всего вашего предприятия, так как иными способами вы вряд ли сможете донести информацию до потенциальных покупателей.
Сырье
Само производство ламината нельзя назвать особенно легким процессом, так как в него входит сразу несколько технологических этапов: сначала требуется изготовить ДВП с особенно высокими прочностными характеристиками, провести импрегнацию внешнего слоя и облицовку плиты, только после которой готовые плиты можно разделять на несколько кусков и упаковывать.
Как мы уже говорили, наиболее важным элементом этого материала является ДВП повышенной прочности. Чем ее плотность выше, тем более высокими качествами обладает готовая продукция. Ламинат из качественной плиты практически не боится механических воздействий и способен долго противостоять негативному действию влаги.
Производится такая ДВП исключительно из цельной древесины высокого качества. Дерево тщательно очищается от коры, сушится, а потом из него делают щепу. Не следует считать, что можно наладить изготовление ламината из дешевого сырья: пара недовольных рекламаций от клиентов навсегда выведут вас из игры, так как конкуренция на этом рынке весьма жесткая. Словом, экономить здесь мы настоятельно не рекомендуем.
Какое оборудование потребуется для изготовления?
Чтобы ваш цех заработал в полную силу, придется покупать профильный станок для производства ламината, машину для просева и очистки, а также станок для упаковки продукции. И это не считая оборудования для погрузки и выгрузки плит. Самый скромный заводик способен производить не меньше 15 миллионов квадратных метров сырья за один сезон.
Из чего складываются доходы и расходы
 Даже по самым скромным оценкам рентабельность такого рода производства вполне может достигать 30%, что для отечественного бизнеса очень и очень немало.
Даже по самым скромным оценкам рентабельность такого рода производства вполне может достигать 30%, что для отечественного бизнеса очень и очень немало.
Впрочем, не следует забывать о стоимости такого рода оборудования: оно обойдется вам минимум в 1,5-2 миллиона рублей.
Общая же стоимость всей производственной линии, на которой осуществляется изготовление ламината, вполне может превысить отметку в 800 тысяч долларов.
В ее структуру входит не только цех по производству самого напольного покрытия, но и дочерние предприятия, которые занимаются разработкой леса и выработкой щепы. Естественно, что общая надежность такого производства куда выше, но его стоимость вряд ли позволит рекомендовать такой вариант отечественным бизнесменам.
Кроме того, в статью расходов обязательно должна быть внесена арендная плата за склады общей площадью не менее 2,5 тысяч квадратных метров. Причем помещения нужны не абы какие, а максимально сухие, с наличием отопления. Так как для нормального функционирования даже сравнительно небольшого производства вам потребуется не менее 25 работников, сразу же прикиньте, какая сумма уйдет на оплату их труда. Хотя кто-то из них должен уметь налаживать станок по производству ламината.
Но наиболее важной статьей расходов всегда будет покупка максимально качественного сырья.
Увы, но кто в нашей стране может организовать изготовление ламината полного цикла, а потому закупку ДВП соответствующего качества придется производить за границей.
Если же вы планируете делать ламинат для домашнего использования (о классах мы говорили выше), то вполне реально обойтись отечественной продукцией. Но! Еще задолго до реального начала своей деятельности обеспокойтесь поиском нормальных поставщиков. Практика показывает, что на этом этапе возникает много сложностей.
О сертификации и экологии
Ни в коем случае не стоит забывать о сертификации всего производимого вами ламината. Как ни странно, но в нашей стране до сих пор так и не появилось соответствующих стандартов, а потому отечественным производителям приходится «заимствовать» их на Западе. А отмахиваться от стандартизации нельзя: в ДВП содержится фенол, пары которого крайне негативно влияют на здоровье человека.
Именно поэтому российский ламинат многие потребители воспринимают с некоторым недоверием, так как в памяти свеж стереотип о низком качестве нашей продукции.
Какими нормативами следует руководствоваться?
В одном кубометре готовой продукции должно содержаться не более 0,01 мг формальдегида, содержание же фенолов не должно превышать 0,003 мг/куб. м. Учитывая, что отечественных стандартов пока что нет, технология производства ламината проходит по древнему ГОСТ 4598-86 (технические условия для древесноволокнистых плит). Получается, что едва ли не каждый отечественный производитель может руководствоваться только ему ведомыми стандартами.
Но при всем при том на каждую партию обязательно нужно получить гигиенический сертификат. Кроме того, не забывайте и о гарантии: по закону каждое предприятие должно гарантировать минимум пятилетний срок службы своей продукции.
Учтите, что для лучшего сбыта ламината предпочтительнее развивать собственную сеть дилеров. Так как конкуренция на этом рынке достаточно велика, лучше всего не откладывать решение этого вопроса на последний момент, так как последствия могут быть достаточно печальными для вашей же прибыли.
Какие документы следует оформить, открывая свое производство ламината?
В нашей стране традиционно сильны бюрократические традиции, а потому документов потребуется получить немало.
Прежде всего, понадобится сертификат соответствия на выпускаемую вами продукцию. В настоящее время получить его можно у некоммерческих организаций. Обновлять его нужно раз в три года.
Разумеется, потребуется вам и гигиенический сертификат. Получается он в Роспотребнадзоре, причем выдают его на пять лет.
Также необходимы сертификаты на все типы сырья, используемые в производстве. В принципе, их можно получить у любого нормального поставщика. Процедура сертификации занимает примерно три месяца. Быстрее все можно сделать, обратившись в местные коммерческие организации, которые занимаются этими вопросами.

Далее. Нужны разрешения на ведение деятельности от пожарной инспекции, бумаги на аренду помещения. Получаются они в мэрии, а также в комиссии по землеотводу. Разумеется, вам не обойтись без коммуникаций, а потому вы будете заключать договора на оформление услуг у электриков, связистов и газовиков.
Определимся со стоимостью основного оборудования
 Чтобы вы лучше представляли себе масштабы предстоящих затрат, необходимо подробнее рассказать о том оборудовании, которое необходимо покупать. Разумеется, мы укажем и приблизительную его стоимость.
Чтобы вы лучше представляли себе масштабы предстоящих затрат, необходимо подробнее рассказать о том оборудовании, которое необходимо покупать. Разумеется, мы укажем и приблизительную его стоимость.
Во-первых, нам потребуется сушильная камера. Для небольшого предприятия вполне достаточной мощностью будет обладать КС-50ВК на 50 кубометров продукции. Ее стоимость составляет порядка 150 тысяч рублей.
Во-вторых, многопильный станок для производства ламината СДМ-3. Стоит такое чудо техники порядка 80 тысяч долларов. Учитывая непредсказуемые скачки курса американской валюты в последнее время, указать точную цену в рублях сложно. Но с этой проблемой не придется столкнуться, если приобрести линию оптимизации Matrix 1, стоимость которой составляет около 130 тысяч рублей.
Не забывайте о необходимости покупки качественной паркетной линии. Хорошо себя зарекомендовала в отечественных условиях продукция компании Griggio. Ее линию можно купить примерно за 120 тысяч рублей. Наконец, для удобства фасовки готовой продукции нужен хотя бы простейший электрический погрузчик, который сегодня реально отыскать за 80-90 тысяч рублей.
Оснащение простого офисного помещения обойдется вам дешевле всего, так как самый базовый набор мебели можно приобрести тысяч за 50 рублей. Сложнее будет с приобретением компьютерной техники и лицензионного ПО для него.
Можно считать, что первоначальный комплект оборудования и всего необходимого реально закупить приблизительно за 1,5 миллиона рублей. Если вплотную заняться вопросом, то оборудование для изготовления ламината можно приобрести со скидкой в 10%, так как сегодня достаточно распространены лизинговые поставки.
Кого нанимать?
Наконец, мы подошли к вопросу найма персонала, который будет трудиться на вашем предприятии. Во-первых, для работы организационного характера потребуется опытный менеджер, деятельность которого должна заключаться в работе с потенциальными и уже имеющимися клиентами, а также с трудовым коллективом самого предприятия.
За финансовую сторону вопроса будет отвечать бухгалтер-экономист. Поиском клиентов будет заниматься маркетолог, которого можно привлечь и для поиска нормальных поставщиков сырья.
Наконец, потребуется привлечение опытных рабочих, так как наем низкоквалифицированной рабочей силы частично оправдан только на поздних сроках раскрутки предприятия, когда новых специалистов смогут обучать их более опытные коллеги. На ранних же этапах стремление к такой экономии выйдет боком, так как практически гарантированно вы обрекаете себя на разного рода ЧП, связанные с банальным незнанием работниками даже основ производства данного типа напольного покрытия.
Впрочем, заводы по производству ламината при правильном подходе обеспечивают своих владельцев очень неплохими деньгами, так что все затраты сравнительно быстро отобьются.
предназначен для защиты от внешних воздействий.
Это специальная бумага, имитирующая структуру и цвет различных пород деревьев или керамической плитки.
Основа ламината, древесноволокнистая плита высокой плотности.
предназначен для защиты HDF плиты от деформации и защиты ламината от влаги.
При помощи этих замков панели ламината плотно скрепляются между собой без применения клея.
Из плиты HDF c импрегнацией верхних слоев – это процесс состоящий из следующих этапов:
облицовывание плиты;
распил и фрезерование панелей;
упаковка.
Импрегнация – это пропитывание материала специальными составами. Верхние слои ламината пропитываются смолами с различными добавками, при застывании, которые образуют прочный слой. От рецептуры составов для пропитки зависит прочность и износостойкость верхнего слоя ламината, а следовательно и его класс.В основном производители ламината не занимаются импрегнацией верхних слоев, а покупают их уже готовыми.
производит ламинат прямого прессования DPL. При технологии DPL происходит одновременное спрессовывание при высокой температуре всех слоев ламината. При этой технологии производства ламината не используется клей, так как применяются слои прошедшие процесс импрегнации, которые при горячем прессовании (до 200°С) плавятся и склеивают поверхности. После отверждения, смола и оверлей превращаются в монолитный поверхностный слой ламината.
Для получения ламинированной плиты необходимо произвести облицовку HDF плиты бумажно-смоляными пленками и оверлеем.
Последним важным этапом производства является изготовление ламината необходимого размера. При помощи распиловочного оборудования для ламината листы ламината нарезаются на необходимые размеры. У каждого производителя ламината свои размеры ламината. После нарезки на пластины, при помощи фрезеровочного оборудования, из кромок ламината вырезаются шип и паз. Современные плиты HDF позволяют вырезать шип и паз определенного профиля, которые называют замками ламината. При помощи этих замков панели ламината плотно скрепляются между собой без применения клея. От качества замка ламината и прочности листа HDF зависит качество, прочность и плотность соединения панелей ламината.
Происходит упаковка в термоусадочную полиэтиленовую (ПЭ) пленку готового ламината.

Состоит из:
1. Станок для ламинирования ZYX1400; ZYX1600.
2. Станки для распиловки ламината DP-2700.
3. Линия для фрезерования замка click на ламинате FHZ525+FHH625.
4. Станок для упаковки ламината TS-200.
Производительность линии в смену (8 часов) составляет: 700 м2. Необходимая площадь цеха (без склада готовой продукции): 450 м2.
Автоматическая состоит из следующих основных узлов:
1. .
2. Линия веерного охлаждения.
3. Линия для распиловки ламината.
4. Линия фрезеровки замка ламината.
5. Линия упаковки ламинированного пола.
Производительность линии в смену (8 часов) составляет: 1000 м2. Необходимая площадь цеха (без склада готовой продукции): 900 м2.
Применяется при производстве ламината. изготавливается под различные размеры плит ХДФ: 2800×2070 мм, 2440×1220 мм, 2440×2070 мм, 2620х2070 мм. Прессы высокого давления "ZYX" имеют различную производительность и усилие прессования, поставляются с подающим и приемным столом.
| Общее давление (т) | 1400 | 1600 |
| Удельное давление (кг/см2) | 27,4 | 27,4 |
| Расположение цилиндров |
верхнее | верхнее |
| Диаметр гидроцилиндров (мм) |
340 | 380 |
| Количество гидроцилиндров (шт) |
6 | 6 |
| Производительность (шт/день) | 1200 |
1200 |
| Размер плиты (мм) |
2440х1220 |
2620х2070 |
| Максимальное раскрытие плит (мм) | 200 |
200 |
| Мощность бойлера (КВт) | 31 | 31 |
| Габаритные размеры (мм) | 3300х2000х3500 | 3700х2200х3500 |
| Масса станка (кг) | 17000 | 20000 |
Предназначен для поперечной распиловки ламината на необходимые размеры. У каждого производителя свои размеры ламината.

| Максимальная ширина плиты (мм) |
2700 |
| Максимальная высота пропила (мм) | 30 |
| Диаметр пил (мм) |
180-250 |
| Посадочный диаметр пил (мм) |
75 |
| Частота вращения пил (об/мин) |
2500 |
| Суммарная мощность (КВт) | 23,7 |
| Скорость подачи (м/мин) |
3-15 |
| Габаритные размеры (мм) | 2000х3300х1350 |
| Масса станка (кг) | 3450 |
Предназначен для продольной распиловки ламината на необходимые размеры для последующего фрезерования ламината.

| Максимальная ширина плиты (мм) | 1250 |
| Высота пропила (мм) | 6-20 |
| Диаметр пил (мм) | 300 |
| Посадочный диаметр пил (мм) | 80 |
| Частота вращения пил (об/мин) | 2900 |
| Мощность подачи (КВт) | 1,1 |
| Мощносить главного двигателя (КВт) | 15 |
| Скорость подачи (м/мин) | 10-40 |
| Габаритные размеры (мм) | 1350х1200х1350 |
| Масса станка (кг) | 600 |
Автоматическая высокоскоростная линия предназначена для изготовления замка (Click) на ламинате. Она оснащена дополнительными прирезными шпинделями, что исключает сколы по всему периметру заготовки и гарантирует высокое качество готового изделия. Рабочая поверхность стола оснащена твердосплавными платинами, что обеспечивает долговечность работы оборудования и уменьшает износ поверхности стола. Приемный стол оснащен автоподатчиком заготовок для увеличения скорости подачи до 80 м/мин.

 |
Немецкий электромотор SEW с высоким крутящим моментом и встроенным индустриальным контроллером подачи PID, достигающий высокой скорости подачи 80 м/мин. |
 |
Разработанные V-HOLD прецизионные линейные направляющие с твердосплавными пластинами для высокоскоростных подач (увеличивают износостойкость и уменьшают трение о стол). |
 |
Система контроля – SIEMENS с мультифункциональным и интуитивно понятным интерфейсом, легкость управления и настройки. |
 |
Французская система подготовки воздуха Legris. |
 |
поставка алмазного инструмента. |
 |
Контроль размера входного материала для безопасной работы. |
 |
Система воздушного обдува высокого давления, удаляющая пыль и стружку с направляющих и стола. |
 |
Контроль заготовки по толщине на шипорезе. |
 |
Твердость покрытия стола HV-700-1000, уровень твердости YG8. |
 |
Запатентованные вертикальные шпиндели для прецизионной фрезеровки деталей. |
 |
Пылезащитные инверторы компании SIEMENS. |
 |
Комбинированная система подачи равномерно распределяет давление по всей площади обрабатываемой заготовки. |
| Технические характеристики | |
| Скорость подачи (м/мин) | 20-80 |
| 0,75 | |
| Габариты (мм) | 3100х600х1400 |
| Максимальная ширина обработки (мм) | 250 |
| Минимальная ширина обработки (мм) | 95 |
| Скорость подачи (м/мин) | 20-80 |
| Мощность привода подачи (КВт) | 9 |
| 6000-8000 | |
| 6х8КВт | |
| 4х6,5КВт | |
| 1,5 | |
| Диаметр шпинделей (мм) | 40 |
| 280 | |
| 120 | |
| Суммарная мощность (КВт) | 83 |
| Скорость подачи (м/мин) | 20-80 |
| Суммарная мощность (КВт) | 2 |
| Габариты (мм) | 2880х600х1400 |
| Максимальная длина заготовки (мм) | 2500 |
| Минимальная длина заготовки (мм) | 400 |
| Скорость подачи (м/мин) | 10-60 |
| Мощность привода подачи (КВт) | 5,5 |
| Частота вращения шпинделей (об/мин) | 6000-8000 |
| Мощность вертикальных шпинделей | 6х6,5КВт |
| Мощность финишных шпинделей "Click" | 4х6,5КВт |
| Мощность двигателя регулировки ширины (КВт) | 1,5 |
| Диаметр шпинделей (мм) | 40 |
| Диаметр инструмента на шпинделях (мм) | 220-250 |
| Диаметр аспирационных патрубков (мм) | 120 |
| Суммарная мощность (КВт) | 92,6 |
Предназначен для полуавтоматической упаковки в термоусадочную ПЭ пленку готового ламината.
Среди многих видов напольного покрытия лидирующее место занимает ламинат. Связанно это не только с его эстетическим видом, но надежностью, легким монтажом и другими не менее важными характеристиками.
Полезная информация ! В нынешнее время производство ламината настолько стало популярным и востребованным, что вытесняет многие позиции других когда-то известных напольных покрытий, включая натуральную половую доску и паркет.
И все это потому, что ламинированное покрытие обладает многими преимуществами, в том числе прочностью, легким монтажом и простым уходом.
Кроме всего в отличие от натурального напольного покрытия, ламинированное намного дешевле и имеет привлекательный вид, поэтому большинство потребителей отдает предпочтение именно ему.
Ламинат высоко качества и показателей производится только с помощью современного оборудования и в определенных условиях.
Область использования.
- Ламинированное покрытие можно применять практически в любой сфере строительства, поскольку оно кроме дополнительных положительных качеств обладает двумя самыми главными, а именно — прочностью и практичностью:
- Если человек решил сделать ремонт и обзавестись новым напольным покрытием, он может выбрать его любого цвета или оттенка независимо от дизайна и стиля помещения. Связанно это с тем, что ламинат производится в самой разнообразной цветовой гамме, подобрать нужный цвет для помещения не составит труда, чего нельзя сказать о паркетной доске;
- Ламинированное покрытие прекрасно подойдет не только для жилых помещений, но и общественных, включая офисы, торговые залы, магазины. Большинство производителей изготавливают данное напольное покрытие, которое предназначено для условий повышенной проходимости. Большинство компаний дают гарантию на свою продукцию от 7 лет и больше;
- Устанавливают ламинированное напольное покрытие даже в промышленных зданиях и спортивных сооружениях, поскольку оно обладает повышенной прочностью, обязательно используя подложу под ламинат. В его состав входят компоненты, которые обеспечивают надежность и прочность, позволяют выдерживать большие нагрузки, включая рабочие станки, тренировочное оборудование.
- Благодаря таким положительным качествам, становится очевидным, что ламинат более выгодный и практичный материал, в отличие от паркета, который кроме привлекательного вида не может обеспечить высокой прочности напольному покрытию, поэтому не пригоден для условий повышенной эксплуатации.
Предыстория напольного покрытия.
Ламинат стал популярен в Европе еще в прошлом столетии, а именно в средине восьмидесятых годов. В то время многие производители старались опередить друг друга по качеству и прочности производимого материала.
Европейские производители даже в наше время сумели сохранить свое лидерство среди многих производителей ламината других стран мира. Они производят не только ламинированное напольное покрытие высокого качества, но применяют для его изготовления новые технологии, современное оборудование.
Полезная интформация ! Хотя нельзя отбрасывать в сторону и других производителей, которые производят ламинат не худшего качества. Просто их бренд не настолько популярен и раскручен, как марке Европейского производителя. На сегодня в Китае, России, Украине производство ламинированных панелей налажено на достаточно высоком уровне.
Компании, занимающиеся производством данного материала, применяют новые технологии, которые постоянно совершенствуются, улучшаются его качества и характеристики. На рынке строительных материалов все чаще можно встретить новинки, различную цветовую гамму, которая прекрасно имитирует мрамор, дерево, гранит или другие замысловатые рисунки.
Многим будет интересно узнать, что сегодня доступно ламинированное покрытие различной текстуры, с интересными рисунками. Можно купить ламинат с фотопечатью. Для многих помещений можно подобрать напольное покрытие, которое будет идеально сочетаться с дизайном комнаты.

Многие строительные супермаркеты могут предложить ламинированное напольное покрытие в широком ассортимента и различных цветовых гамм.
Поскольку спрос на ламинат только увеличивается, он становится все больше популярным среди потребителей, возникла необходимость в привлечении внимания к нему Ассоциации Европейских Производителей, которая ведет контроль над качеством производства данной продукции. Кроме всего Ассоциация является основным и единственным разработчиком стандартов ламината.
Из чего состоит структура ламината.
Доска ламинированная имеет четыре слоя, которые состоят из:

Верхний слой покрыт маламиновыми или акриловыми смолами, которые в свою очередь надежно защищают панель от истирания, царапин, ударов, продавливания и других нагрузок механического характера.
За защитным слоем следует декоративный. Он имитирует различные рисунки:
- Древесины любых пород;
- Керамической плитки;
- Камня.
Потом идет основной слой, который в основном состоит из древноволокнистой плиты обладающей высокой плотностью. Именно этот слой играет важную роль в ламинате, поскольку отвечает за:
- Необходимую жесткость;
- Теплоизоляцию;
- Шумопоглощение.

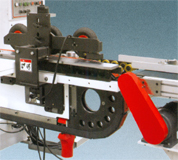
На фото видно, как по транспортиру движется ламинированные панели, приобретая завершенного вида.
В слое, играющем основную роль, располагается замок, с помощью которого панели соединяются между собой.
От влагостойкости и плотности плит зависит уровень сопротивление к деформации ламинированных элементов под воздействием на них влаги.
Самый нижний слой называется стабилизирующим. Он отвечает за защиту панелей от деформации, обеспечивает достаточную жесткость.

Долговечность напольного покрытия зависит от его качества, а за него, как правило, необходимо платить. Поэтому не нужно считать привлекательным тот ламинат, который стоит дешево, скорее всего, он не обладает теми качествами, которые обеспечат длительный срок эксплуатации.
Некоторые производители ламинированных панелей усовершенствуют свой товар, подклеивая к его нижнему слою пятый слой, то звукоизолирующую подложку, которая существенно повышает качества шумоизоляции напольного покрытия.

Классы ламината.
Класс износостойкости ламинированных панелей определяется по толщине и прочности слоя покрытого меламинированной смолой.
Существует ламинат двух типов, зависимо от области его использования. Таким образом, различают:
- Коммерческую группу;
- Бытовую группу.
В свою очередь бытовую группу разделяют на классы:
- Есть 21 класс, который предназначен выдерживать небольшую нагрузку. Такой ламинат используют только в помещениях жилого типа, то есть в рабочих кабинетах, библиотеках, тихих спальнях;
- Отличают 22 класс, который предназначен выдерживать нагрузку средней степени. Его монтируют в приемных, классных комнатах, магазинах небольших размеров, больших офисных помещениях и т. д;
- Ламинированные панели 23 класса укладывают в помещениях, где требуется напольное покрытие, которое должно выдерживать нагрузку высокой степени. Это могут быть кухни, прихожие.
Коммерческая группа также не единична и разделяется на следующие классы;
- ласс 31 монтируют в помещения общественного типа с нагрузкой легкой степени. Например в небольших помещениях, залах для конференций;
- Класс 32 больше подходит для общественных помещений, где напольное покрытие должно выдерживать нагрузку средней степени, то есть в приемных, маленьких магазинах, больших офисах и т. д;
- Ламинат 33 класса укладывают в помещениях общественного типа, ресторанах, кинотеатрах, больших супермаркетах, спортивных залах с нагрузкой высокой степени.
- Срок службы ламината любого класса зависит от того, насколько правильно его эксплуатируют. Если такое напольное покрытие правильно уложить, потом следовать правилам ухода согласно инструкции производителя, то ламинат прослужит очень долгое время.
Технология производства напольного покрытия.
В нынешнее время ламинат производится по самым различным технологиям, включая DPL, HPL, CPL, DPR. Основой для данного полового покрытия служат плиты ДСП, МДФ, ХДФ.
Кроме всего нужно помнить , что под термином ламинирование подразумевают соединение всех слоев. Оно обеспечивает изготовленному материалу высокую прочность.
Несколько ниже находится описание всех доступных и современных технологий производства, которые на сегодня применяют многие производители для изготовления ламинированной плиты.

Кто-то ошибочно может подумать, что на фото выше находится изображение кожи, но это не так. На самом деле это ламинат современного производства.
Технология DIRECTRARESSURELAMIATE
На сегодня самой известной технологией в изготовлении ламината считается DPL, говоря по-простому, таким образом, производится ламинированное покрытие прямого прессования. Данный метод применяют приблизительно 90% производственных предприятий.
Технология предполагает накладывание поверхностного защитного слоя на слой бумаги с декоративным рисунком. Потом идет основной слой. Далее под плиту, которая составляет основу, подкладывают бумажный лист стабилизирующего слоя.
Полезная информация ! ной плиты берут плиту древесноволокнистую, которая имеет высокую плотность HDF. Плиту, которая составит основу, предварительно шлифуют, чтобы создать необходимые условия для качественного склеивания всех слоев.
В результате получится такой себе слоистый пирог ламинированной доски, который в дальнейшем отправляют в пресс. В данном оборудовании происходит процесс спекания всех слоев под высоким давлением и температурой. Спекание длится не больше полуминуты или минуты.

- Когда бумагу пропитывают меламиновой смолой и нагревают, происходит очень прочное приклеивание слоев не только между собой, но также к основе. Чтобы ламинированный лист обладал дополнительными прочностными характеристиками, в поверхностный слой вводят кроме меламиновой смолы, оксид алюминия или как его еще называют корунд.
- Корунд обеспечивает поверхностному слою плиты высокую устойчивость к истиранию. Именно это качество имеет большое значение, когда нужно определить к какому классу износостойкости и нагрузки относится плита.
- После завершения процесса прессования, ламинированная доска выглядит цельным монолитом, который сложно разрушить, не повредив изделия. Структуру поверхности элементам придают с помощью тиснения, то есть прессования, которое осуществляют с помощью пресс-формы.
- Структуру поверхности ламинированным элементам придает матрица, которая расположена в прессе. Одна матрица отвечает за определенную структуру на поверхности, поэтому чтобы получить элементы разных структур, матрицы в прессе можно заменять.

Технология HIGHPARESSURELAMIATE.
Технология HIGHPARESSURELAMIATEили HPL предполагает производства напольного покрытия под высоким давлением. В результате ее применения получаются особо прочные и надежные ламинированные элементы.
Технология проводится с помощью прессования, которое проходит двумя этапами. Сперва формируют верхний слой, в который входит:
- Декоративный слой;
- Поверхностно-защитный слой;
- Один дополнительный слой или несколько крафт-бумажных слоев.
В результате получится высокопрочный и толстый слой. Можно даже подумать, зачем другие дополнительные слои, если толщины верхнего слоя вполне достаточно для напольного покрытия.
Сверху к основе плиты приклеивается подготовленный поверхностный слой. Потом, соблюдая технологию DPL ,снизу к основной плите подкладывают стабилизирующий слой.
Данная технология прекрасно подходит для изготовления высокопрочных столешниц, облицовочных материалов. Ее применяют в судостроении, вагоностроении и т.д.
Решившись покупать ламинированные панели, изготовлены по технологии DPL ,нужно помнить, что такой напольный материал обойдется в копейку, поскольку такое производство очень дорогостоящее и затратное. Изобразить на элементах любое теснение очень сложно.

Технология CONTINUOUSPARESSURELAMIATE.
Технология производства ламината CPL чем-то напоминает производство панелей с применением технологии DPL. Отличаются они разве тем, что данное производство предполагает добавление под декорирующий слой бумаги пару слоев крафт-бумаги.
В результате получаются ламинированные покрытия с повышенной сопротивляемостью к ударам и механическим повреждениям.
Технология DIRECTPRINT.
В отличие от предыдущих технологий производство DPR имеет свою особенность. Заключается она в том, что изготовление ламинированных покрытий проводится без декорирующего слоя. Во время производства панелей декор наносят на плиту, которую перед тем как наносить рисунок нагревают и пропитывают специальными пропитками.

Готовые элементы упаковываются и разделяются прямо на конвейере.
Данная технология популярна тем, что:
- Идеально подходит для печати на панелях рисунков любой сложности;
- Можно сэкономить на производстве панелей;
- Можно изготавливать ламинированное напольное покрытие под индивидуальный заказ и не большими партиями.

Важно помнить, что ламинированные панели необходимо содержать в правильных условиях, чтобы сохранить их начальные качества.
Подводим итоги.
Производство ламината не такое простое дело, как кажется на первый взгляд. Это технология, которая состоит из многих этапов, требующих огромного внимания и терпения. Каждый производитель ламинированного напольного покрытия самостоятельно решает, какая из вышеописанных технологий ему больше подходит, при этом выбирает самый оптимальный, практичный и экономный вариант.
В технологии производства ламината есть ряд ключевых моментов, соблюдение норм и правил позволяет добиться результата за короткое время. Ламинат производят в виде тонких листов, их толщина 7–11 мм, размерами 1,0–1,4 м на 0,2 м. Изделия подлежат сборке путем последовательного присоединения с помощью шипов и пазов, предусмотренных по краям.
Популярностью пользуются и другие виды материалов для устройства пола: паркет, ковролин, линолеум, плитка. Но ламинированное покрытие остается лидером благодаря практичности и долговечности.
Объясняется это очевидными преимуществами ламината перед другими покрытиями:
- Его стоимость значительно ниже, чем у паркета, ковролина или плитки.
- Покрытие превосходит линолеум по влагостойкости, износоустойчивости и стойкости к истиранию.
- Огромный выбор фактур и цветов привлекает не только конечного потребителя, но и специалистов в области дизайна.
Классификация
Классы ламината выделяют коммерческие 31–34 и бытовые 21–23. Ламинированные покрытия домашнего использования служат не более пяти лет, поэтому все чаще и в быту применяют износостойкий и ударопрочный материал коммерческого назначения. Все они отличаются эксплуатационными свойствами и ценой.
Классификация покрытий утверждена директивой Евросоюза, образцы испытывают по следующим показателям:
- прочность;
- стойкость к истиранию;
- звукоизоляционные свойства;
- влагостойкость.
Чем выше класс, тем лучше перечисленные свойства ламината. Ламинированное покрытие 32 класса гарантированно прослужит 15–20 лет, а 31 класс – 10–15 лет. Кроме классов, существует такая маркировка, как АС. Обозначает она износостойкость покрытия и варьируется в пределах от 3 до 6.
Особенности 31 класса
Подобное изделие выбирают для напольных покрытий квартир. Стелить его лучше в помещениях, где они будут эксплуатироваться неинтенсивно.
Характерные показатели:
- толщина ламината от 6 до 8 мм;
- гладкость поверхности;
- необходимость подстилающего слоя при укладке.

Монтаж такого материала подходит для устройства основания в спальне или кабинете, где домочадцы проводят минимум времени.
Секреты 32 класса
Подобный вид ламината наиболее предпочтительный вариант для полов квартиры. Покрытие в жилом помещении прослужит около 15 лет, а для офиса срок службы втрое меньше. Особенности изделия:
- толщина составляет 7–12 мм;
- необходимо использовать подложку для этого класса;
- устойчивость к чистящим средствам;
- рельефное, противоскользящее покрытие;
- ударопрочный;
- присутствует слой воска для защиты стыков от жидкостей.
Следующие классы отличаются еще более высоким качеством. Важно понимать для каких целей требуется покрытие: это позволит не переплачивать за лишние свойства.
Техническая характеристика 33 класса
Для больших нагрузок стоит выбирать подобный ламинат: срок его эксплуатации составляет 20 лет, но есть и другие достоинства:
- Прочность, устойчивость к истиранию, воздействию температуры, солнца, влаги.
- Хорошая звукоизоляция позволяет отказаться от подложки.
- Подходит для помещений специального назначения, оснащенных множеством электроприборов благодаря антистатическим свойствам.
- Высококачественные замки для сборки.
Изделие подходит для офисных помещений, квартир многодетных семей, владельцев домашних животных.
Преимущества 34 класса
Стойкий и прочный вид, применяемый для общественных мест, особенно выгодный в помещениях спортивных залов. Иногда на этот класс дается пожизненная гарантия, толщина его составляет 10–12 мм.

Достоинства 43 класса
Это новинка на рынке строительных материалов, прекрасно показал себя в помещениях с повышенной эксплуатацией. Изготавливают ламинат лишь несколько производителей. Вместо ДВП для изготовления этого ламината используют поливинилхлорид (ПВХ). Преимущества и особенности:
- активно используется для кухни, балкона, ванной и бани;
- высока гибкость и прочность;
- производители гарантируют 25 лет службы покрытия.
Использование подложки перед укладкой этого покрытия не требуется.
Несмотря на длительный срок службы или высокий класс изделия, стоит бережно его эксплуатировать, перед уборкой хорошо отжимать тряпку. Если при настилке ламината невозможно установить панель из-за препятствия, то мастера спиливают замок или его часть для закрепления панели специальным клеем.
Оборудование для изготовления
Для производства ламината требуется несколько единиц техники, к основным машинам и механизмам мастера относят следующие агрегаты:
- многофункциональный распилочный станок;
- специальный горячий пресс;
- аппарат для фрезеровки;
- механический паковщик.




Кроме основного списка, есть дополнительные единицы техники: погрузчик, сушильная камера. Минимальный комплект технического оснащения обойдется в 1,5 миллиона рублей.
Технология производства и ее особенности
В Европе, в 80-х года XX века начали производить ламинированное напольное покрытие. Ламинат – упрощенный общепринятый вариант названия. Сейчас основная доля этого материала выпускается в Европе. Запуск производственной линии ламината осложнен особенностями сырья.
В структуре ламината выделяют 4 слоя, они делают изделие прочным и износостойким. Улучшения эксплуатационных характеристик добиваются за счет увеличения слоев, но основные 4 остаются неизменными:

- Оверлей или верхний слой служит для предохранения от механических последствий эксплуатации, химических воздействий, солнечного света.
- Декоративный слой – это специальная бумага или фольга для имитации разных структур дерева, плитки и прочих материалов.
- Средний слой ламината состоит из древесноволокнистой плиты и обладает хорошими прочностными показателями.
- Нижний слой выполнен из пропитанной смолами или парафинированной бумаги, она защищает материал от ударов, истирания и проникновения жидкостей.
Нижний слой иногда бывает изготовлен из пластика, суммарная толщина двух верхних слоев колеблется от 0,2 мм до 0,9 мм. Толщина нижнего слоя находится в диапазоне от 0,1 до 0,8 мм.
В технологии производства ламината выделяют пять стадий:
- Выполнение высокоплотных древесноволокнистых плит.
- Насыщение, пропитывание поверхности изделия – процесс, называемый импрегнацией.
- Облицовка заготовки.
- Распил.
- Фрезеровка.
- Фасовка.

Ламинированную плиту формируют из HDF плиты (высокоплотной ДВП). Есть несколько методов производства ламината:
- HPL – с помощью высокого давления.
- CPL – конвейерное производство.
- DPL – прямым прессованием.
- CML или RML – непрерывное прессование нескольких слоев.
- PDL – технология печати рисунка.
- ELESGO – метод высушивания поверхности электронного луча.
Различия методов производства ламината

При HPL технологии склеивают материалы холодным, теплым или горячим способом, этот процесс именуют кашированием. Склеивание с высокой температурой позволяет добиться высокого качества, поэтому часто используют горячее каширование.
Перед склеиванием поверхность очищают от пыли, после этого ровно наносят клей и отвердитель. Две детали пропускают через пресс, склеивая при температуре около двухсот градусов Цельсия. После склеивания оверлея с декоративным слоем приступают к соединению с помощью клея этой детали с основанием и нижним слоем.
Производство ламината по технологии CPL – это соединение основания с верхним слоем через прессование. Слои пропускают через вальцы при высокой температуре. Мастера склеивают несколько верхних слоев, а затем прессуют их к HDF плите.
Для DPL характерно отсутствие склеивания. Берут слои, прошедшие процесс импрегнации, прессуют при температуре двести градусов. Смола, содержащаяся в изделиях, плавится, склеивая их. После высыхания образуется монолитная плоскость верхнего слоя ламината.
При CML или RML методах для повышения прочности используют крафт-бумагу, такая добавка приводит к значительному удорожанию ламината.

Особенность PDL технологии декоративного рисунка, но располагают изображение на древесноволокнистой плите. Потребность в дополнительных слоях декора отпадает. Дальнейшее производство ведется по технологии DPL.
Верхний слой, состоящий из бумаги с изображением двух слоев оверлея, высушивают электронным лучом. Технология ELESGO предполагает применение акрилатных смол для предварительной импрегнации оверлея. После затвердения получается прочная эластичная пленка. Слои соединяют клеем под прессом и при высокой температуре.
Выгодно ли подобное производство?
Наладить производство ламината – дорогостоящее мероприятие, суммарные расходы превысят 800 тыс. долларов. Кроме основного производства, необходимо заниматься лесом и изготовлением щепы. Такое комплексное предприятие намного надежнее, но совокупность затрат остановит многих бизнесменов.